想一睹金华【本地】耐磨钢板【冷轧精密钢管】出厂价产品的真实风采吗?我们的现场实拍视频将带您亲临现场,感受产品的卓越品质和创新设计,不容错过!
以下是:金华【本地】耐磨钢板【冷轧精密钢管】出厂价的图文介绍

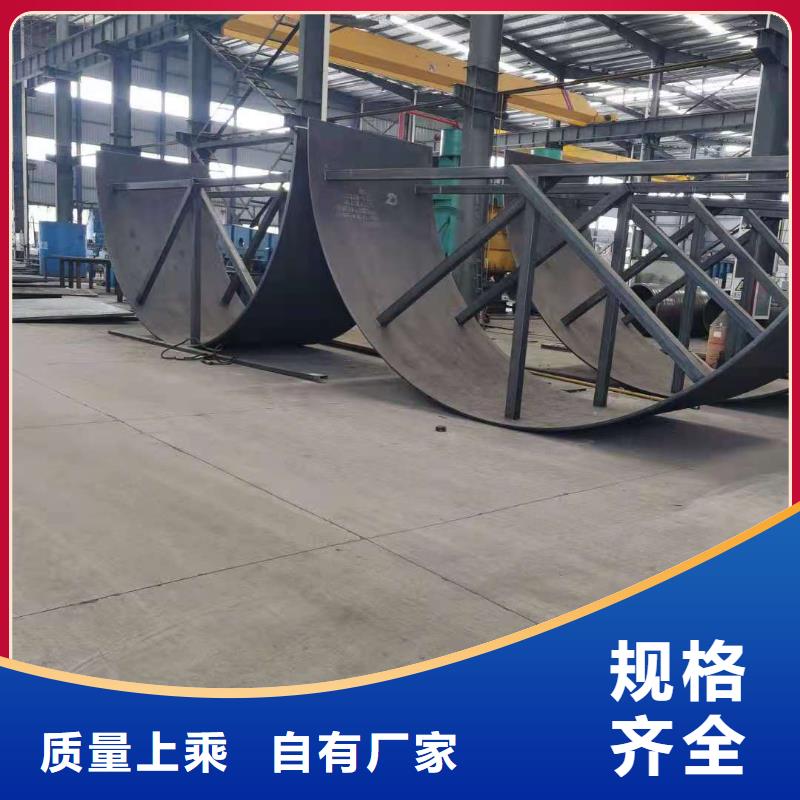
尽量降低稀释率是制定堆焊工艺的重要出发点:稀释率是表示堆焊焊缝中,含有母材金属的百分率,例如稀释率10%,表示堆焊合金中含有母材金属10%,含有堆焊合金90%。堆焊层一般含有较多的合金元素,而零件的基体往往采用普通碳钢或低合金钢。 为了具有理想使用性能的表面堆焊层成分,必须尽量母材在堆焊金属中的熔入量,即降低稀释率。耐磨衬板的堆焊生产率:堆焊零部件往往数量很大,堆焊层合金所需要的堆敷金属量大,应选用和研制生产率较高的堆焊方法和堆焊工艺。 堆焊合金与基体金属之间的匹配:堆焊层与母材成分往往相差较为悬殊。为防止堆焊时或焊后热处理以及零件使用过程中,堆焊接头产生过大的热应力和组织应力,往往要求堆焊合金和基体金属有相近的线系数和相变温度等热物理性能。 在焊接复合耐磨板时,由于电压下降钢板会得不到充分的焊接电流,或者焊接复合耐磨板时电流时高时低,给焊接工作造成困难,钢板焊接时电压下降的原因和防止方法主要有:焊接变压器的功率。长期使用的焊机功率会降低,施焊时容易产生电压下降或电压变动,其功率介意在一次侧绕组并列适量的电容器或者更换新的变压器。


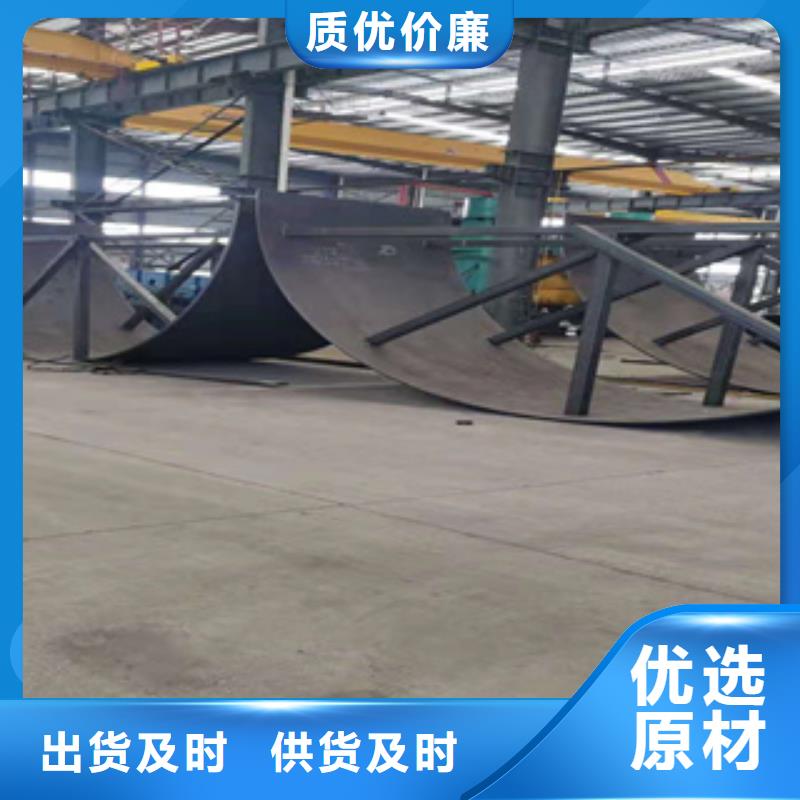
相反,如果电弧燃烧不,使得熔滴过渡时飞溉现象严重,焊缝成型差,焊缝熔深浅,以及产生气孔或者夹渣等缺陷,焊接质量就会低。影响电弧性的因素有焊接电源种类及特性、焊接电流、焊接电压和焊剂成分以及电弧磁偏吹等,操作人员的熟练程度以及工件表面的清洁程度也会对电弧性产生影响。 生产中焊接电弧性的措施和方法是:对于采用交流电源的焊接方法,其电弧性问题主要是电流过零时电弧再引燃困难,可以通过添加脉冲电流或者在焊接电路中串联电感来改善电弧的性。复合耐磨板焊接时两块耐磨板之间距离对电弧性有影响,所以两块复合耐磨板间距要得当。 也可以采用特殊的电流波形比如双凹电流波形来解决电弧性问题。复合耐磨板中加入稳弧剂,使得电弧空间电离度增大,带电粒子更容易产生,电弧性也可以得到。焊接在工业生产制造和现代化建设中发挥着重要的作用,对于焊接质量的监测显得尤为重要,而电弧性又是影响焊接质量的一个重要因素。 焊接工艺性能由于自保护双金属耐磨板的工艺参数适应性小,所以试验中对其进行了。双金属耐磨板58-O,60-O的焊接工艺性能优良:电弧燃烧,焊道成形好,飞溅少,气孔很少,堆焊层致密无缩松,表面有少量渣点,不予清理不影响连续多层焊接,烟尘不大,噪声低。



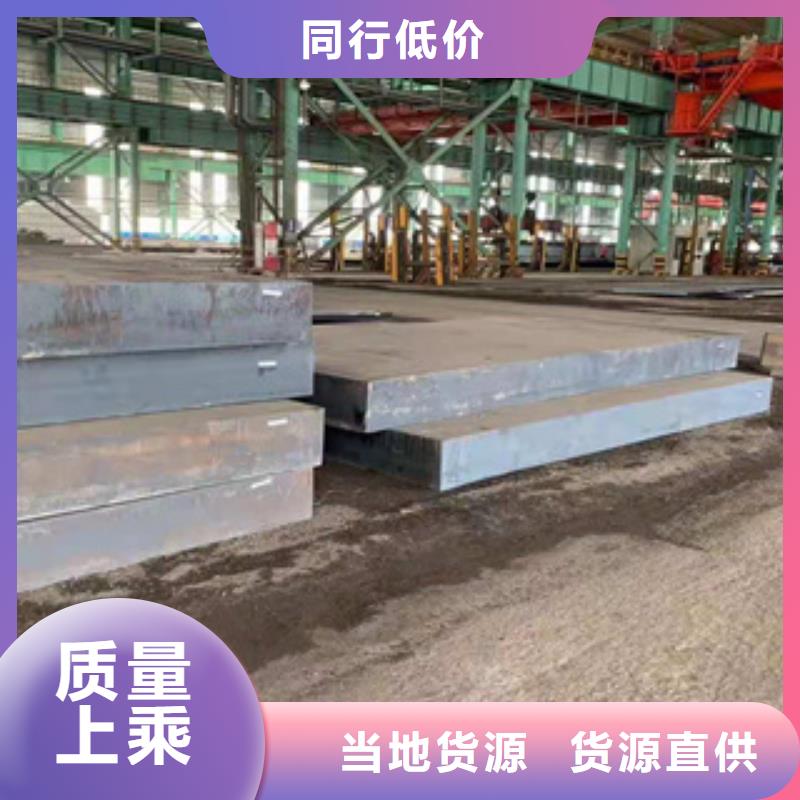
目前,作为 金华高压化肥管、行业中的一员,鑫邦源特钢有限公司已经为国内通讯、汽车、钢铁、有色金属、玻璃制造、造纸、木业、电子电器等工厂提供了良好的配套服务,并且,我们的服务已经得到了客户的广泛认可,我们期待以我们的真诚和专业知识为您提供优质的服务。





 扫一扫
扫一扫